
An Introduction
The Dropsafe Barrier is a modular barrier system, consisting of impact and heat-resistant panels, with a small honeycomb aperture.
The versatile dropped object barrier solution attaches along the inside of the guardrailing of elevated walkways, stairways and access ways of permanent or temporary structures, using a universal attaching system. In doing so, the Dropsafe Barrier is a safe barrier solution that prevents loose items slipping through cracks and falling from height.
Below is a selection of case studies showing the Dropsafe Barrier installed across a variety of industries. Each application is different and serves to show the versatility of the system.
Find out more about the Dropsafe Barrier here.
Natural Gas Power Station
Initially intended to be only temporary, after seeing its performance, the decision was made to keep the Dropsafe Barrier as a permanent installation at this power station. Situated in a coastal location, the 10+ year service life was a key deciding factor due to high UV exposure and occasional CAT 5 winds during the hurricane season.

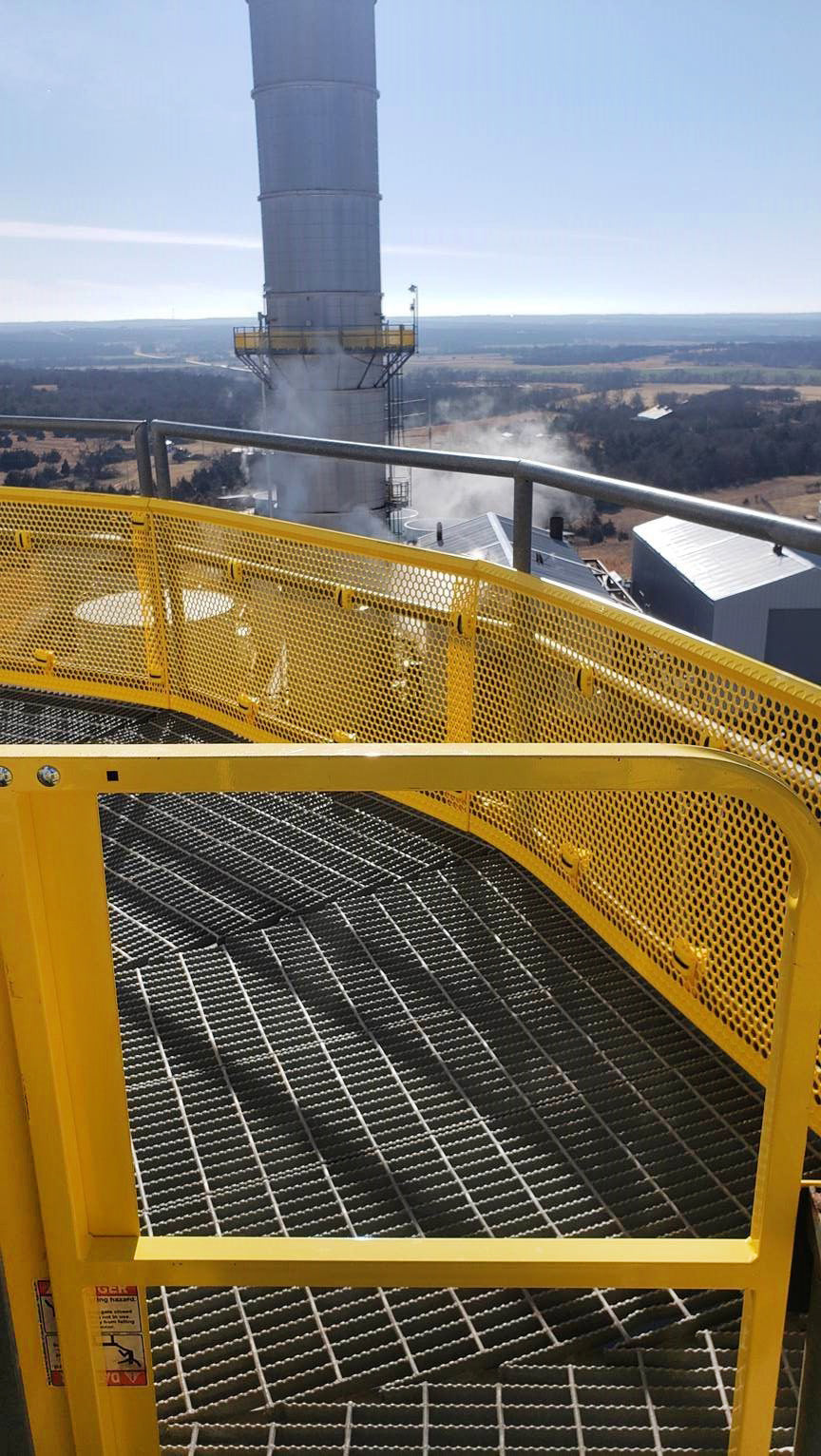
Power Generation Facility
At an American power facility, the Dropsafe Barrier was installed as a way of increasing safety on maintenance platforms on chimney stacks. Chosen as an alternative to the existing PVC netting that was insubstantial, and required frequent replacement, the Dropsafe Barrier reduced maintenance and replacement costs significantly. This, together with its robustness and high wind loading strength, made the Barrier the best option overall.
Water Tanks
Objects or debris of any kind falling into water tanks creates one of two issues. If the object floats, it has to be retrieved; if it sinks, the tank has to be emptied. In both these scenarios, shut down is required, causing losses of both time and money. The Dropsafe Barrier system was chosen as a permanent, maintenance free, easy-to-install solution.

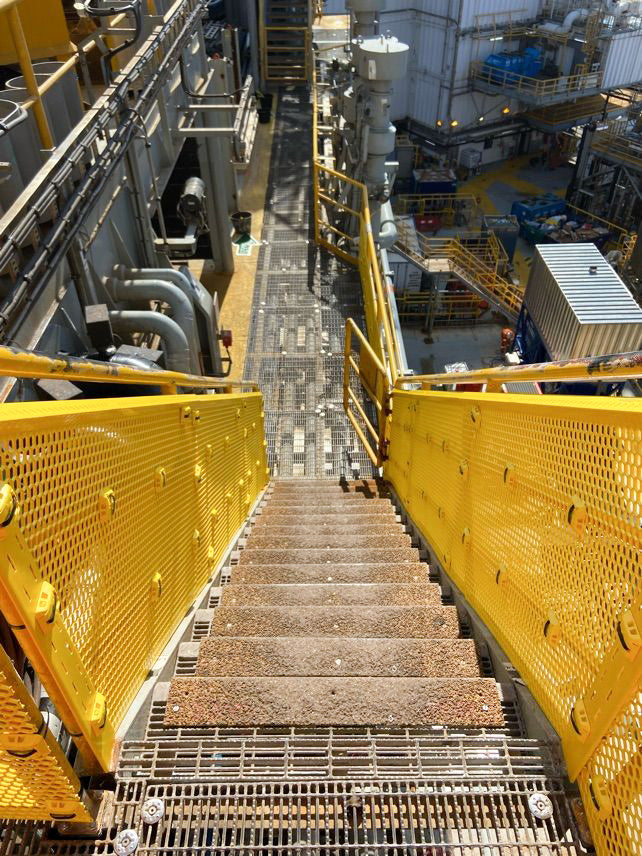
Coal Fired Power Plant
The permanent installation of the Dropsafe Barrier system at a coal power plant tackled a major safety risk within the facility. Its durability, resistance to corrosive materials such as coke dust, and the high operating temperature range were all key factors.

Hydroelectric Facility
The Barrier was chosen to be installed across a conglomerate’s range of hydro facilities in order to prevent items falling from stairs and walkways. Due to its versatility, the Barrier was easily modified on-site without the need for hot works or power tools, allowing it to fit the installation area perfectly.

Jack-up Rig
A recent installation of the Dropsafe Barrier took place on a jack-up rig off the coast of Norway, a location regularly exposed to extreme weather conditions. The robustness and versatility of the system made it an ideal solution to prevent drops from elevated work platforms falling to areas below. Its ability to withstand harsh outdoor environments and extreme low temperatures made it the best solution for this rig.
Drill Ship
The successful installation of the impact resistant Dropsafe Barrier on this flagship drilling ship was so effective that it has become an integral part of the company’s HSE strategy. The system is now the recommended and preferred solution for dropped object risk mitigation across the entire fleet.

Offshore Drilling Rig
The Dropsafe Barrier was initially installed along walkways and stairways on high-activity areas of an offshore drilling rig. The installation significantly reduced drops in the key locations, encouraging further areas of the rig to be equipped. The high UV resistance and long service life were driving factors in the adoption of the Dropsafe system.

Gas Power Plant
The Dropsafe Barrier was installed as an alternative to the previously used PVC netting, which required replacement every 12 months. By choosing the Dropsafe solution, all costs including replacement, removal and disposal where eliminated. The 10+ year service life, high UV resistance and maintenance-free nature of the Barrier were key deciding factors. The facility also opted for a custom colour to comply with environmental regulations specific to the region.

Mine Site
At an Australian iron ore processing plant, the Dropsafe Barrier was installed along the access platforms and stairways leading to the car dumper facility to minimise risk to workers and improve overall safety during operation. The solution was chosen as it not only minimises the risk of dropped objects, but also its ability to withstand the harsh conditions of the Australian climate. Its robustness and durability also benefits the mine operator by reducing maintenance costs and increasing its longevity.

Refinery
During the construction of this new facility, dropped object risks were high, a fact that only increased when equipment and machinery began to be installed. Due to its high impact strength, the Dropsafe Barrier was installed in a number of locations during the construction period. The system was to be left in place as a permanent drops solution when the refinery became operational.
